
ماشین کاری با لیزر: LBM
L.B.M
فرایندهای ترموالکتریکی
Light Amplification by stimulated Emission of Radiation
تعریف لیزر:
بسط و توسعه نور توسط نشر تشعشع تحریک شده می باشد.
نور لیزر:
تشکیل شده از یک هسته اشعه تک فرکانس موازی همفاز ودارای انرژی متمرکز در سطح مقطع کوچک.
کاربرد لیزر:
نور لیزر کاربردهای زیادی در زمینه های مختلف از جمله
تحفیفات فیزیک.اندازه گیری.پزشکی.ساخت....
کاربرد در ساخت:
.1جوشکاری .2مته کاری
.3برشکاری .4عملیات حرارتی
تاریخچه لیزر:
توضیح طبیعت نور توسط یونانیان
نظریه ذره ای نور نیوتن (قرن 17 )
نظریه موجی نور هوک و هویگنس (1801م)
تئوری پرتو لیزر توسط اینشتین(اوایل قرن 20 بر مبنای تئوری خواص)
تقویت نور با استفاده از تخلیه گازها(1940-1951توسط دانشمندان روسی)
تولید و تقویت فرکانسها بر اساس تشعشعات الکترومغناطیسی(1952 به طور مستقل توسط دانشمندان روس امریکاو کانادایی) بردن ذرات به حالت ناپایدار توسط سیستمهای تحریک شده در سه تراز انرژی(1955 دانشمندان روس)
ساخت اولین لیزر یاقوتی (1960 توسط میمن)
اختراع اولین لیزرگازی که مخلوطی از گازهای هلیم و نیتروژن بود(1961 توسط دانشمند ایرانی الاصل علی جوان ودو دانشمند امریکایی)
استفاده از نیمه هادیها به عنوان ماده فعال در لیزر (1962 توسط دانشمندان روس)
استفاده از لیزر در تحقیقات فضایی(1963 شوروی سابق(
اصول تولید نور لیزر :
بر مبنای تئوری اینشتین (تحریک اتم توسط انرژی خارجی)بنا نهاده شده است.
الکترونهای مدار خارجی هر اتم بر اثر دریافت انرژی به مدارهای بالاتر می پرند در این حالت اتم را تحریک شده می گویند.اتم تحریک شده بلافاصله توسط الکترونش انرژی دریافتی خود به مدار قبلی بر می گردد در صورتی که اتم در حالت تحریک شده مجددا تحریک شود برگشت الکترون به مدار پایین سریع شده و دو موج کاملا مشابه همزمان با بازگشت الکترون به سطح قبلی انرژی خود از اتم خارج می شود این عمل را نشر تحریک گویند.
بدین صورت که امواج مشابه همدیگر را تقویت کرده و تقویت این امواج توسط نشر تحریک شده
اصول عملکرد لیزر است .
ساختمان وفرایند سیستم لیزر:
محیط لیزری: ماده ای که به عنوان تقویت کننده نور عمل می کند
دمنده:یک چشمه انرژی خارجی است
تشدید گر:یک دسته آینه
به منظور تولید پرتو لیزری از لوله نوری استفاده می شود که سطح داخلی آن کاملا آینه ای بوده و دو طرف آزاد این لوله توسط دو سطح آینه ای دیگر مسدود شده که یکی از این سطوح 100درصدآینه ای ودیگری 90 درصد آینه ای بوده و یک منبع انرژی به منظور تولید انرژی لازم برای تحریک اتمها در داخل لوله نصب شده که معمولا انرژی نورانی تولید نموده امواج انرژی در برخورد با ماده لوله که معمولا گاز یا جامد است باعث تحریک اتمهای این جسم شده و این امواج در برخورد با جدارهای لوله مرتبا منعکس شده و امواج منعکس شده اتم را مجددا تحریک می کنند .بطوریکه وقت اکثر اتمها(از نصف بیشتر)به حالت نشر تحریک شده (فوتون)در آینه قرار می گیرند و پرتوی لیزری قابلیت عبور از سطح آینه 90 درصد را پیدا می کند و آنچه خارج می شود به نام لیزر می نامیم .
لیزر و اصل مبدلهای انرژی
دستگاه لیزر مانند مبدلهای انرژی عمل میکند .
انرژی را از یک پمپ بصورت توان بالا و شدت کم گرفته وبه صورت توان پایین تر و شدت بالاتر در قالب شعاع لیزری گسیل می کند .
ساختمان کلی یک سیستم لیزری مولد لیزر(محفظه تشدید کننده)که حاوی گاز با فشار کم است وبا اعمال ولتاژباعث تحریک وشتاب دادن الکترونها شده که با یونهای خنثی برخورد کرده وآنها را تحریک می کنند
منبع توان لیزریا منبع ولتاژ بالا
میز فرایند
n کلگی شامل عدسیهای همگرا ساز و شیپوره
n NC برای کنترل دقیق میز و نور لیزروجابجایی عدسی همگرا ساز
تابلوی عملیات برای کنترل کل سیستم
چیلربرای خنک کاری سیستم
سیلندر گازیکی برای محفظه تشدید ویکی برای گاز کمکی
هوا خنک کن هوای خنک را به محفظه لیزر و لوله انتقال لیزر می فرستد و آنرا در فشار جو تمیز نگه میدارد
لیزر پالسی و پیوسته و تولید لیزر با پالسهای کوتاه
لیزر را میتوان واداشت تا همه انرژی خود را بصورت پالسهای کوتاه گسیل کند .
این کار با استفاده از سلول پاکل انجام می شود که حرکت فوتونها را به سمت آینه جزئی سد میکند وهنگامی که تمام اتم هادی ماده برانگیخته شدند توسط یک پالس الکتریکی این سد شکسته شده و انرژی فراوان در مدت کوتاهتر از پیکو ثانیه آزاد می شود
لیزربا پالس بلند
انواع لیزر
لیزرهای حالت جامد
لیزرهای مایع
لیزرهای گازی
لیزرهای نیمه رسانا
لیزرهای الکترون آزاد
(لیزرهای دو مورد آخر در مخابرات استفاده می شود(
لیزر حالت جامد
بقیه متن در ادامه مطلب مقاله کامل در مورد ماشین کاری با انواع لیزرها
در ادامه ی مطلب------->مزایای برش کاری با لیزر--برش کاری با لیزر--کاربرد--معایب--مزایا-- ویژگی-- طرز کار انواع لیزر--لحیم کاری با لیزر--جوشکاری ظریفMicro Welding) )-- جوشکاری با لیزر((Laser Welding
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
تولید برنامه CNC به طور اتوماتیک با استفاده از نرم افزارهای CAD/CAM
آموزش نرم افزار PowerMill
تولید برنامه CNC به طور اتوماتیک با استفاده از نرم افزارهای CAD/CAM جدیدترین و پیشرفته ترین روش تهیه این برنامه ها می باشد .در این حالت تمامی مراحل عملیات تهیه برنامه CNC از برنامه ریزی فرایند تا چک کردن و ارزیابی آن همگی از طریق پرسش و پاسخ میان اپراتور و نرم افزار بطور اتوماتیک به شرح زیر انجام می شود.
تهیه مدل CAD قطعه
اولین گام ،مدل سازی هندسی سطوح ماشین کاری شونده قطعه مورد نظر با استفاده از یک نرم افزار CAD می باشد
آماده سازی مسیر حرکت ابزار
ماشین کاری سطح پیچیده یک قطعه توسط یک ماشین فرز CNC ممکن است در چند مرحله انجام شود.اگر حجم فلزی که می بایست از روی بلوک ماده خام برداشته شود زیاد باشد،حداقل در دو مرحله خشن تراشی و پرداخت این کار می بایست انجام پذیرد.بنابراین برای هر کدام از عملیات فوق اندازه شعاع ابزار فرز و سایر مراحل تهیه مسیر حرکت ابزار متفاوت خواهد بود.
مراحل تهیه مسیر حرکت ابزار به شرح زیر است:
- تعیین نوع ابزار و قطر آن
- تعیین استراتژی ماشین کاری
- تعیین اضافه گوشت ماشین کاری و تلرانس آن
- تعیین ارتفاع زبری /برجستگی و تلرانس آن
- تعیین ارتفاع پله عمودی و تلرانس آن
ارزیابی مسیر حرکت ابزار
پس از تهیه فایل مسیر حرکت ابزار به منظور حصول اطمینان از عدم برخورد ابزار و یا حرکت های نا بجای آن ضروری است که مسیر حرکت تهیه شده کنترل شود.کاربر می تواند این کار را به طور اتوماتیک توسط نرم افزار انجام داده و نحوه حرکت ابزار نسبت به قطعه کار را بصورت شبیه سازی شده بر روی صفحه نمایش کامپیوتر مشاهده کند و تغییرات و اصلاحات احتمالی را انجام دهد.
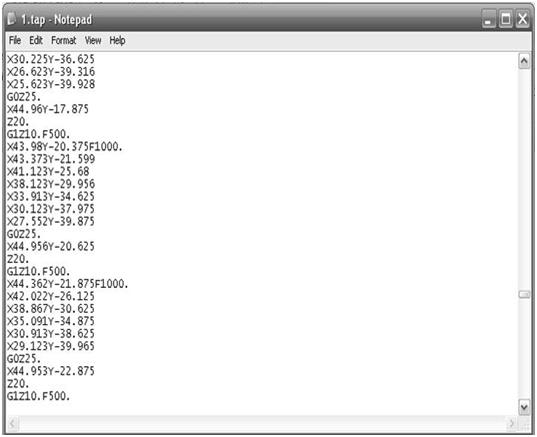
پس پردازش
پس پردازنده بخشی از یک نرم افزار CAM است که وظیفه آن ترجمه و تبدیل فایل مسیر حرکت ابزار به یک برنامه CNCقابل فهم برای یک ماشین CNC با یک مارک و مدل کنترلر بخصوص است.
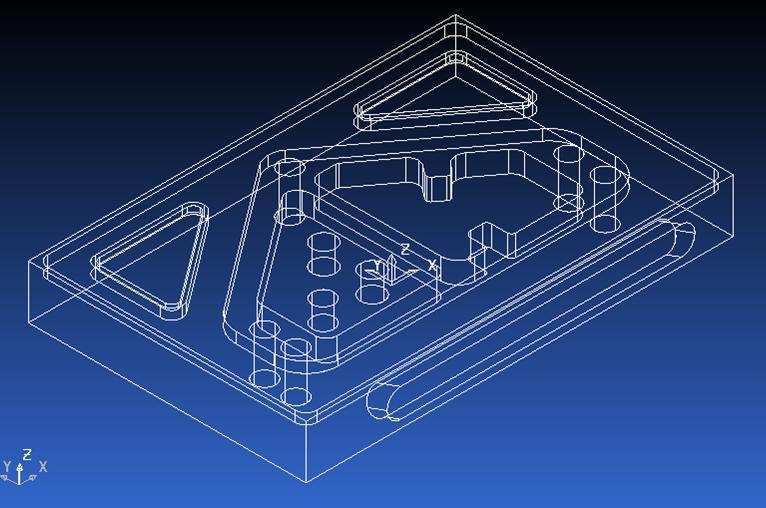
آموزش نرم افزار PowerMill
PowerMill نرم افزاری بسیار قدرتمند ساخت شرکت delcam است.برنامه ای است برای تهیه G-code و ماشینکاری توسط دستگاههای CNC .از قابلیت های این نرم افزار ترسیم خطوط حرکت ابزار بر روی قطعه کار به صورت سه بعدی است که کاربر می تواند در هر مرحله کار روی قطعه کار(خشن تراشی و پرداخت) آن را مشاهده کند
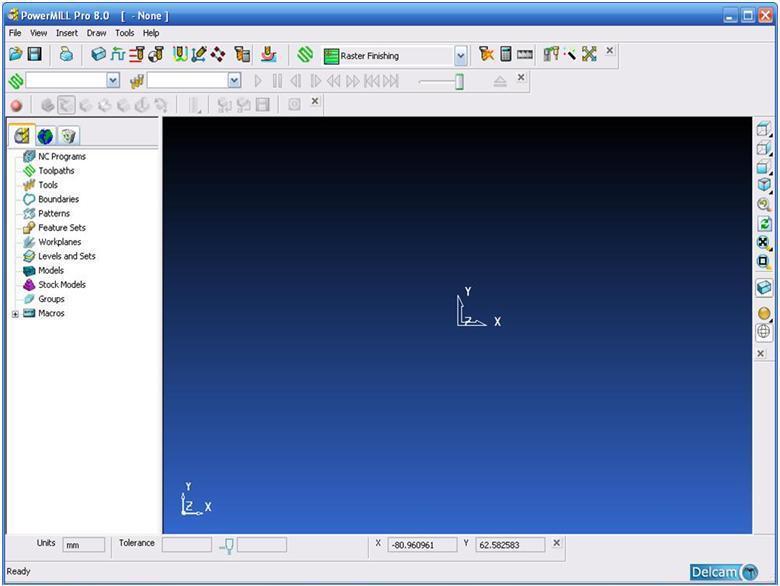
برای دانلود فایل چگونگی کار با نرم افزار PowerMill بر روی لوگوی زیر کلیک کنید
ساخت و تولید
MandP
--علی شهروی---
برای دانلود فایل بر روی لوگوی زیر کلیک کنید
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
ماشينهاي CNC و NC
فنآوري كنترل عددي NC يكي از پيشرفتهاي اساسي در صنعت توليد در 50 سال گذشته بوده است . توسط اين فن آوري نه تنها در ديگر زمينه هاي علمي و صنعتي پيشرفت سريعي حاصل شده بلكه استفاده از اين فن آوري باعث بالا بردن كميت و كيفيت قطعات توليدي نيز گرديده است .
مسير تكاملي NC
پايه هاي ساخت و توليد توسط ماشينهاي NC زمان انقلاب صنعتي بنا گرديد. در آن زمان كوشش هاي اوليه براي ساخت قطعات توسط ماشين هاي NC به قطعات اتومبيل از قبيل محور بادامك، پولي و تسمه محدود بود. اين كوشش ها بيشتر جنبه نمايشي داشت و به دليل قيمت بالاي اين گونه ماشين ها از جنبه اقتصادي مقرون به صرفه نبود.
در زمان جنگ جهاني دوم به صنعت NC توجه بيشتري گرديد زيرا در آن موقعيت زماني خاص هم كيفيت و هم كميت قطعات توليدي براي جنگ افزارها اهميت بسيار زيادي پيدا كرده بود . در آن زمان توليدات صنعتي از نظر كيفيت بسيار عالي بودند و ليكن از نظر كميت جوابگوي مسائل جنگ جهاني نبودند، به نحوي كه هر چه جمعيت زيادتر مي شد، كالاي توليدي از نظر كيفيت افت شديدي پيدا مي كرد و اين امر قطعا به خاطر عوامل انساني و خستگي هاي ناشي از كار زياد تر بود. بنابراين لازم گرديد كه تكنولوژي جديدي به وجود آيد كه در آن از خطاهاي انساني و خستگي هاي ناشي از كار زياد خبري نباشد و به عبارت ديگر به جاي آن كه انسان به ماشين فرمان دهد و ماشين را تنظيم نمايد ، كامپيوتر به ماشين فرمان دهد . در اين زمان بود كه شاخه جنوبي نيروي هوائي ايالات متحده آمريكا برآن شد تا با اين مشكل مقابله نمايد. براي اين منظور اين شاخه از ارتش آمريكا، كمپاني هاي متعددي را براي ساخت و توسعه ماشين هاي كنترل عددي به همكاري دعوت كرد. هدف از اين كار برآورده شدن احتياجات چهار گانه زير بود:
1) افزايش توليد
2) بهبود دقت و كميت قطعات توليدي
3) تثبيت قيمت توليد قطعات
4) ساخت قطعات پيچيده يا به عبارت ديگر انجام كارهاي غير ممكن
همچنين فن آوري كنترل عددي NC براي ساخت قطعاتي با مشخصات زير نيز مورد توجه قرار گرفت :
1) قطعاتي با سايزها و اشكال مختلف
2) قطعاتي كه با يك سري از مراحل مشابه ساخته مي شوند.
اولين قراداد در اين زمينه با شركت پارسون ميشيگان منعقد شد. در اين قرارداد شركت پارسون موظف به طراحي نوعي سيستم كنترل عددي گرديد كه اين سيستم بتواند اسپيندل ماشين تراش را ....بقیه متن در ادامه مطلب
در ادامه ی مطلب------->مسائل ومشکلات NC های سنتی -- معايب ماشين هاي كنترل عددي كامپيوتر CNC نسبت به ماشين هاي كنترل عددي معموليNC -- مزاياي مهم ماشين هاي كنترل عددي CNC به ماشين ها كنترل عددي معمولي NC
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
تفاوتهای سیستمهای NC , CNC
رشد فرآیند خودكار شدن تولید نیاز به ماشین هایی كه با كامپیوتر كنترل می شوند را افزایش داد و منجر به توسعه ماشین های NC تحت عنوان CNC گردید.
سیستمهای NC از سخت افزار الكترونیكی بر پایه تكنولوژی مدارهای دیجیتالی استفاده می کردند. CNC یك مینی كامپیوتر یا میكرو كامپیوتر را برای كنترل ماشین ابزار بكار می گیرد و تا حد امكان مدارهای سخت افزار اضافی را در
واحد كنترل حذف می كند. گرایش از NC بر پایه سخت افزار به CNC مبتنی بر نرم افزار انعطاف پذیری سیستم را افزایش داد و امكان تصحیح برنامه ها را در حین استفاده فراهم ساخت.
1- خواندن برنامه
در ماشینهای NC برنامه به صورت خط به خط خوانده و اجرا می شود و در نتیجه اگر اشتباهی در خطوط جلوتر وجود داشته باشد واحد کنترل قادر به تشخیص آن می باشد .
2- تست نمودن برنامه
در بسیاری از ماشینهای CNC می توان برنامه را بصورت آزمایشی اجرا نمود و مسیر حرکت ابزار را به صورت گرافیکی در روی مانیتور دستگاه و یا PC مشاهده کرد و چنانچه نیاز به اصلاح داشته باشد برنامه را اصلاح نمود .
3- برنامه نویسی پارامتریک
عملیات تکراری مانند سیکل ها را به راحتی با این نوع برنامه می توان نوشت و نیز برنامه نویسی پارامتریک قطعات پیچیده و سطوح هندسی را ممکن و راحت میسازد و علاوه بر این نوشتن برنامه قطعات فوق را توسط زبان APT و نرم افزار CAD/CAM میسر میسازد .
4- اصلاح برنامه
چون در ماشینهای CNC برنامه به صورت نرم افزاری است هر گونه تغییر و اصلاح به راحتی ممکن است . همچنین می توان تغییرات را ذخیره نموده و نیز برنامه های نوشته شده را به راحتی به هم متصل نمود .
5- جبران شعاع ابزار
جبران شعاع ابزار برای مسیرهای شیب دار و منحنی به راحتی انجام می شود . و حجم محاسبات را به طور قابل توجهی از بین میبرد . این مزیت از مهم ترین تفاوتهای بین ماشین NC و CNCمی باشد ، ماشینهای NC به دلیل اینکه برنامه را خط به خط می خوانند قادر به جبران شعاع ابزار نیستند .
6- سادگی ارتباط با مجموعه های دیگر
در ماشین های CNC به راحتی می توان برنامه ماشین کاری را از طریق DNC و از راه دور به ماشین ها منتقل کردهو نیز روبات به راحتی به این ماشینها متصل می شود و می تواند در سیستم های تولید یکپارچه CMIC قرار گیرد .به طور کلی استفاده از CNC به طور مجزا صحیح نمی باشد و این ماشینها بهتر است در سیستمهای
FMS------Fixlble Manufacturing Systems
Computer Integrated Manufacturing Systems-----CIMS
مورد استفاده قرار گیرند
ساخت و تولید
MandP
--علی شهروی--
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
کدهای معروف ماشینهای کنترل عددی
G-codes
G00 Positioning in Rapid
G01 Linear Interpolation
G02 Circular Interpolation (CW
G03 Circular Interpolation (CCW
G04 Dwell
G07 Imaginary axis designation
G09 Exact stop check
G10 Program parameter input
G11 Program parameter input cancel
G12 Circle Cutting CW
G13 Circle Cutting CCW
G17 XY Plane
G18 XZ Plane
G19 YZ Plane
G20 Inch Units
G21 Metric Units
G22 Stored stroke limit ON
G23 Stored stroke limit OFF
..
G27 Reference point return check
G28 Automatic return to reference point
G29 Automatic return from reference point
G30 Return to 2nd, 3rd, 4th reference point
G31 Skip function
G33 Thread cutting
M-codes - G-codes
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه کدها(M-codes -G-codes) بر روی لوگوی زیر کلیک کنید
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
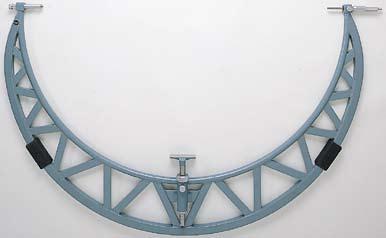
مجموعه ی از انواع میکرومتر- عکس میکرومتر-مقاله انگلیسی






ساخت و تولید
MandP
--علی شهروی--
برای دانلود فایل بر روی لوگوی زیر کلیک کنید
برداشت مطلب با ذکر منبع اصلی آزاد است http://mandp.loxblog.com
مارو حمایت کنید 1+ یادتون نره پایین سمت چپ ....
ماشین های CNC
CNC مخفف computer numerical control می باشد در ایران این ماشین ها CNC خوانده میشوند ولی نام آنها به فارسی ماشین های (دستگاه های ) کنترل عددی ترجمه می شود
نسل اول این دستگاه ها NC ها بوده اند یعنی کامپیوتر را نداشته است و دستگاه طبق منطقی خاص دستورات را درک می کرده مثلا با استفاده از کارت های پانچ شده.
به عنوان مثال در دستگاه تراش برای دستور پیشروی بدین صورت عمل می شود که قسمت ساپورت دستگاه را بوسیله دسته چرخان به جلو میبریم در ماشین های NC این کار توسط یک سری دستورات پانچ شده بر روی نوار پانچ صورت می گرفت در دستگاه های CNC امروزه اینکار توسط یک کد صورت می گیرد .
پس یک دستگاه CNC عملا همان همان دستگاه دستی ساده می باشد که قابلیت فرمان پذیری از طریق کد ها و منطق ریاضیاتی را دارد در این دستگاه حضور کاربر (اپراتور) برای کار با دستگاه محدود به ایستادن این فرد پشت بخش کنترل کننده دستگاه می باشد و نوشتن برنامه های حرکتی آن هم فقط برای یکبار ، دیگر دستگاه این عمل را بصورت خودکار هر چند بار که بخواهیم تکرار می نمایدالبته بدون حضور کاربر.
بدنه این دستگاه تقریبا شبیه دستگاه های دستی می باشند یک CNC فرز عملا همان بدنه سخت افزاری فرز دستی را دارد همینطور برای CNC تراش و CNC سنگ و...تنها تفاوت، اضافه شدن بخش کنترل گر ............. بقیه متن در ادامه مطلب
اسامی کنترلر های مختلف دستگاه هایدر ادامه مطلب<----------CNC
اصول اولیه ای از کدها------------>در ادامه مطلب
آشنائی اولیه با منطق ها------------>در ادامه مطلب
یک نمونه کد: پیچ زنی با ماشینهای کنترل عددی ------------>در ادامه مطلب
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن بر روی لوگوی زیر کلیک کنید
پیچ بری در CNC
با استفاده از ابزار پیچ و بکمک سیکل G84 می توان پیچ بری داخلی یا خارجی را انجام داد .
قبل از استفاده کدG84 ابزاردرفاصله 2 میلیمترازمحور x ها و 1,5 میلیمتر از محور z موقعیت داده می شود. این فاصله ها به عنوان پیشرو و پسرو می باشند.
یک خط کامل سیکل پیچ بری به صورت زیر خواهد بود : N… G84 X22 Z12.5 I1.23 K10 F1
تفسیر این خط به صورت زیر خواهد بود :
ساخت و تولید
MandP
--علی شهروی--
برای دیدن بقیه متن به ادامه مطلب بروید
صفحه قبل 1 صفحه بعد
